兼容工位
4 个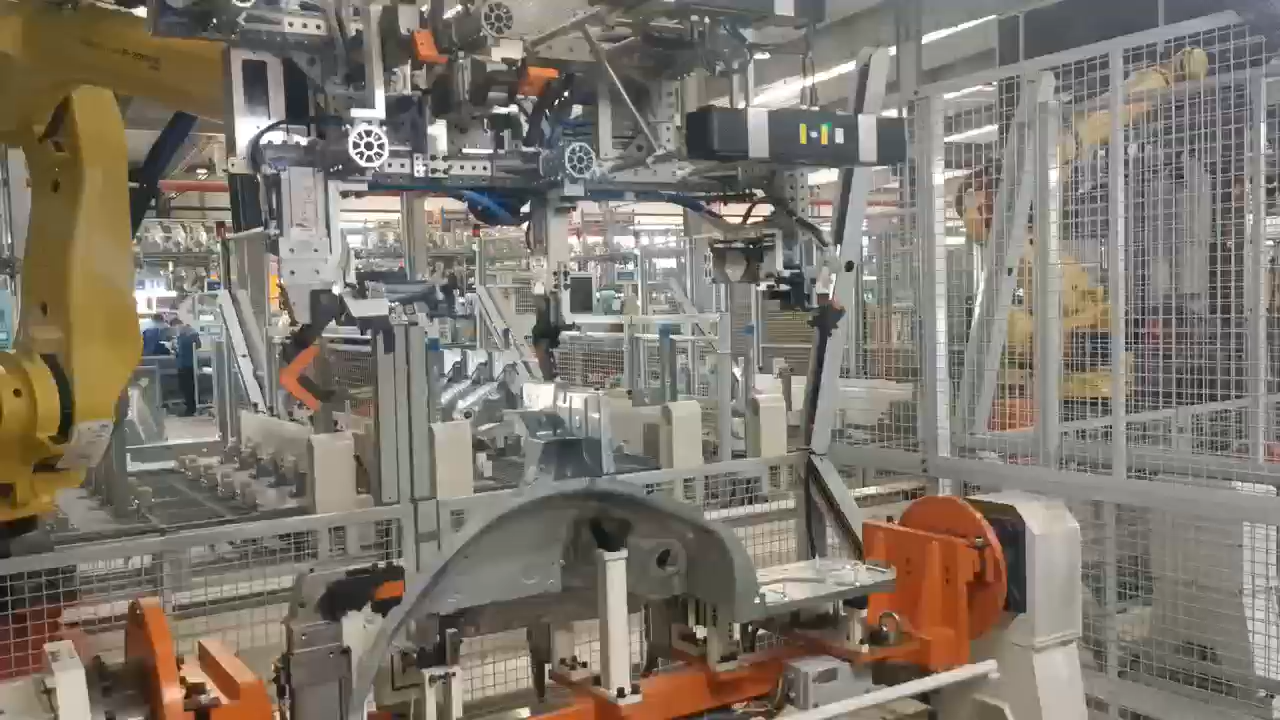
抓取节拍
10 s定位精度
2 mm切换方式
配方调用所属行业
精密装配 / 自动化产线
主要任务
多工位定位、抓取引导、工位切换
项目特点
同一套系统兼容多工位运行
项目背景
现场需要在同一条线上兼容多个工位状态,视觉系统既要识别工位差异,又要为机器人持续提供稳定坐标,避免工位切换后重新示教。
现场挑战
- 不同工位的安装视角和治具布局存在差异,定位逻辑不能只依赖单一模板。
- 工位切换频繁,要求视觉输出与机器人动作始终保持一致节拍。
- 抓取引导既要稳定,又要兼顾现场换型效率。
方案设计
方案设计
方案重点为工位识别、配方调用和抓取坐标输出三件事上,使视觉系统先适应产线,再服务机器人。
工位识别与配方切换
- 根据工位状态调用对应定位模型,减少切换过程中的人工干预。
- 对不同工位下的目标位置进行统一标定,保持输出结果格式一致。
- 通过稳定的工位切换逻辑控制现场节拍波动。
抓取引导与工装配合
- 将定位结果直接发送给机器人和夹具控制单元。
- 输出目标姿态、偏移和抓取参考点,提升夹取稳定性。
- 在连续运行中保持工装、治具和机器人动作对齐。
项目重点包括目标识别、多工位切换和可执行坐标持续输出。
现场画面
现场画面
现场画面包括多工位自动化单元和定位系统的配合状态,呈现视觉结果如何进入机器人抓取流程。

使用效果
- 减少多工位场景下的重复示教和人工切换成本。
- 提升抓取动作在不同工位之间的一致性。
- 提升视觉系统对多工位兼容性产线。
适用场景
适用于连接器、金属件、压铸件和精密装配产线中的多工位上料与转运场景。