应用工位
电气部件焊接线2D视觉案例
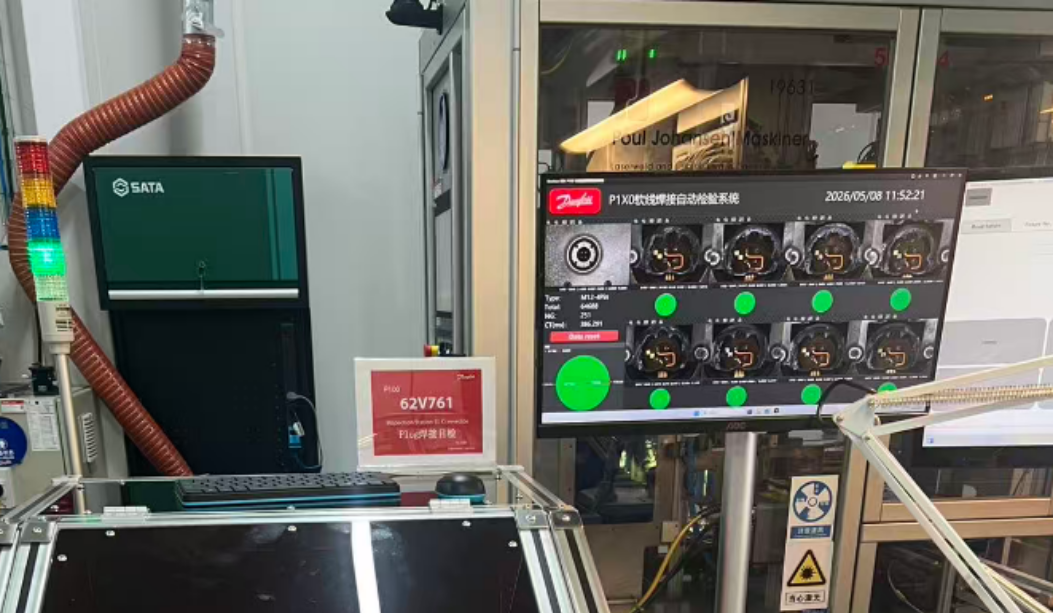
P1X0 软线焊接自动检验系统
面向 P1X0 软线焊接工位,系统用上、下两套 2D 相机分别处理来料识别和焊接质量检测,并把订单号、工装号、OK/NG 图像留存下来,方便复检和追溯。
检测对象
软线 / Pin 针焊点视觉配置
一台工控机 + 两套 2D 相机控制接口
PLC / 传感器 / RFID所属行业
工业制造 / 电气部件
主要任务
混线来料识别、Pin 针焊接检测、软线位置检查
交付内容
视觉工位、检测软件、模型管理、复检与存图规则
项目背景
P1X0 工位需要检查软线焊接区域,人工目检容易受节拍、疲劳和个人标准影响。客户现场还存在多种托盘和混线来料,系统不能只做单一产品的固定检测。
现场挑战
- 上料托盘存在差异,需要先判断产品类别和工装信息。
- 焊点、软线、Pin 针区域尺寸小,反光和遮挡会影响判断。
- NG 件需要保留图像,并支持操作员复核和剔除。
方案设计
方案设计
系统按“识别”和“检测”分工,先确认产品和工装,再进入焊接质量判断。
双相机分工
- 上相机读取工装信息并识别来料类别。
- 下相机检查焊接区域,输出缺陷位置和 OK/NG 结果。
- 不同产品调用对应参数,减少人工切换步骤。
检测内容
- 漏焊、焊接不良、焊点虚接等焊接质量问题。
- 软线跳出、连接错位、空料、缺件和物料错配。
- 短路、导通不良等需要复核的风险项。
这套系统的重点不是堆功能,而是把工位上的产品识别、检测判定、复检动作和图像记录串成一套可操作流程。
交付与验收
交付内容与验收关注
该类视觉工位的说服力来自可复核的检测流程,而不是单一算法描述。
检测工位与复检流程
- 上、下相机分工的视觉检测工位。
- 来料识别、参数调用、OK/NG 判定和缺陷图像保存。
- 订单号、工装号和检测结果关联,便于班组复盘。
样品范围与图像留存
- 按合格件、缺陷件和边界样品确认识别口径。
- 关注混线切换、反光遮挡、软线位置变化对判定的影响。
- 确认 NG 图像、复检动作和现场剔除流程是否闭环。
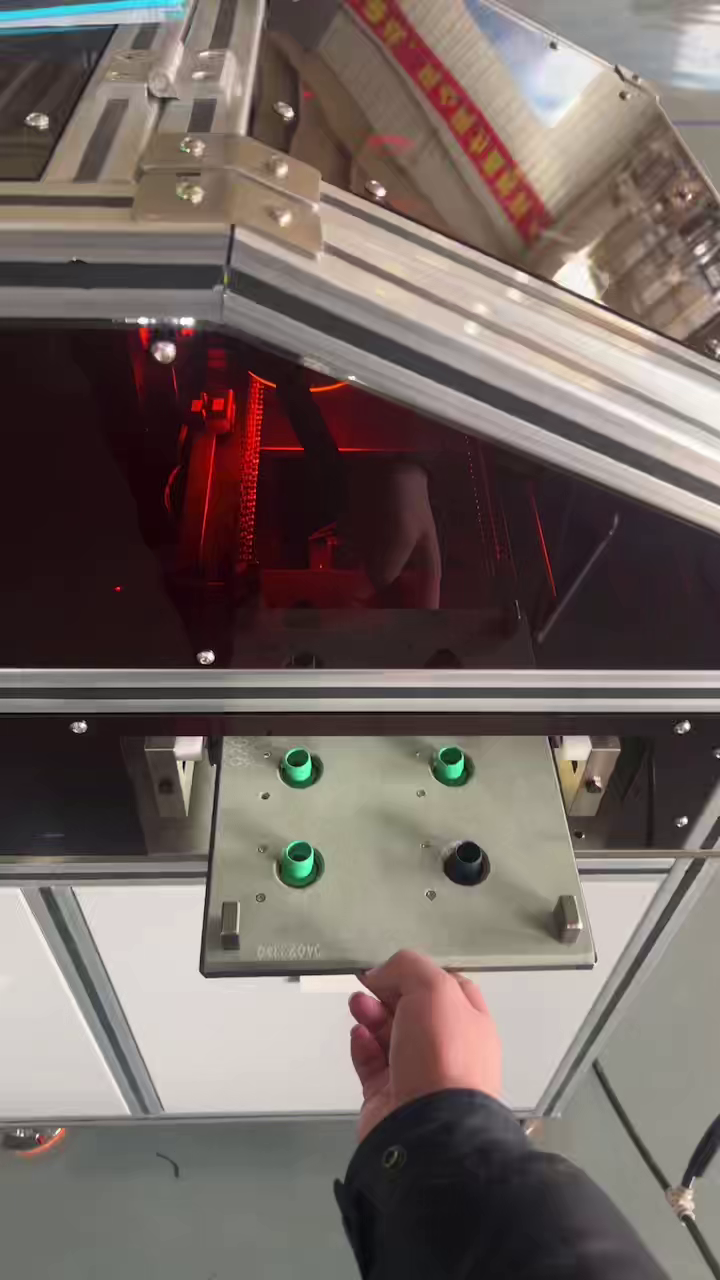
现场画面
现场画面
图片来自项目文件,包含检测界面、工件细节和现场操作画面。


使用效果
- 减少软线焊接区域的人工重复目检。
- 多产品切换时,由系统调用对应检测参数。
- NG 图像按缺陷类型保存,便于班组复盘。
适用场景
适用于软线焊接、端子焊接、Pin 针装配等需要小区域稳定成像和复检记录的工位。
项目沟通
咨询类似工位可准备
资料越接近现场,越容易判断相机、光源、工装和接口配置。
- 合格件、缺陷件和边界样品图片
- 软线、Pin 针和焊点的缺陷定义
- 当前节拍、工装数量和混线方式
- PLC、RFID、传感器和追溯系统接口
- NG 复检、剔除和图像留存要求
- 现场安装空间与操作员复核方式