样品、缺陷样本、精度和节拍
需要确认视野范围、最小缺陷、工作距离、安装空间、环境光和误检漏检标准。
需要确认视野范围、最小缺陷、工作距离、安装空间、环境光和误检漏检标准。
检测结果可用于剔除、报警、机器人引导、追溯留图和产线统计。
触发方式、通讯协议、结果格式和异常复位逻辑,要和现场控制方式对上。
配置依据
2D 视觉项目先看图像是否稳定,再看判定规则、节拍和现场接口。
主要能力
2D 视觉项目主要覆盖定位、识别、测量和检测四类任务,并结合样品、节拍和现场光照完成配置。
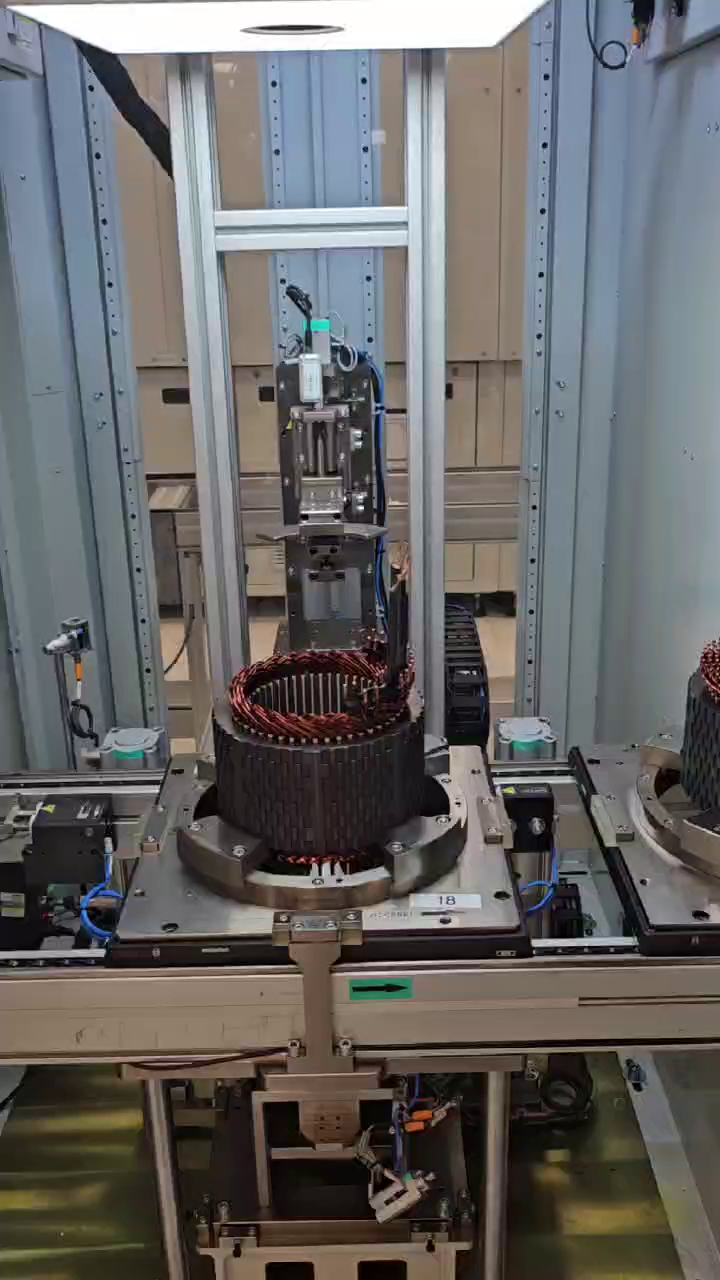
用于来料纠偏、抓取引导、工件对位和装配校正。
支持 OCR/OCV、条码二维码读取、目标分类和结果记录。
用于尺寸、间距、孔位、轮廓和位置偏差测量。
用于有无、缺陷、错漏装、方向和外观检测。
检测原理
视觉检测以稳定成像为基础,再进行定位、特征分析和结果输出。图像不稳定会直接影响算法一致性。
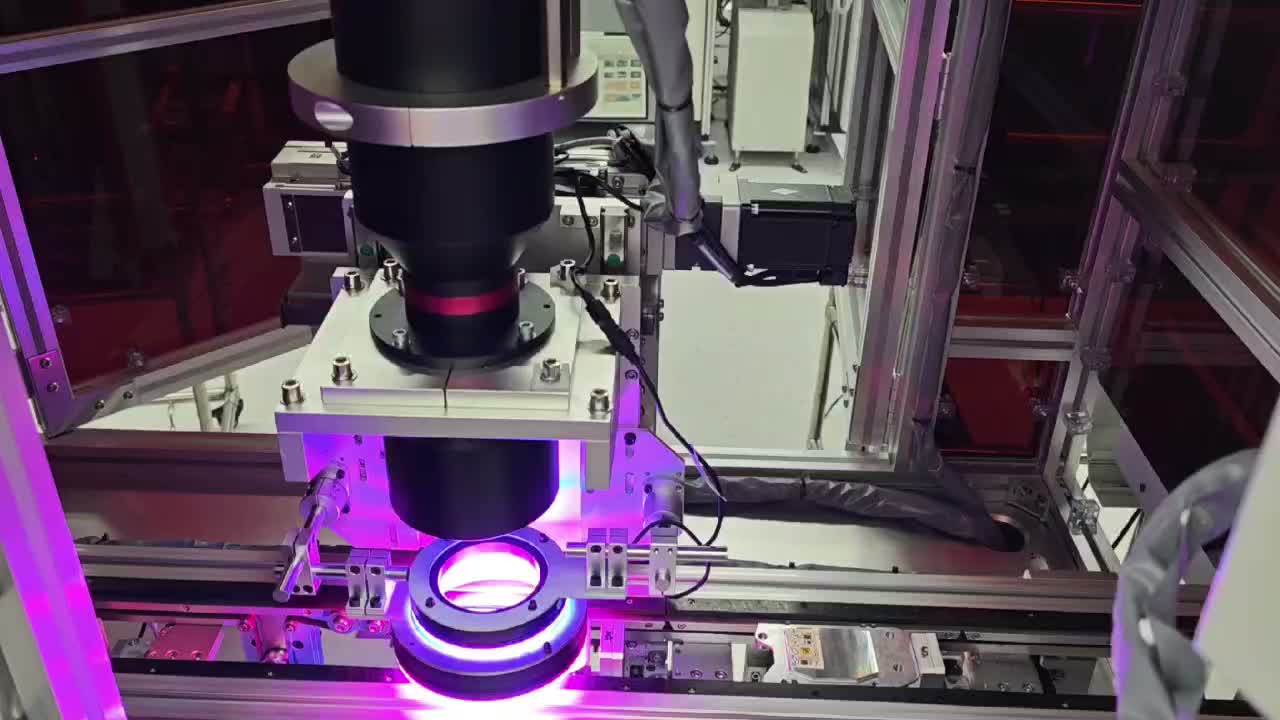
结合工件材质、反光特性、工作距离与节拍要求,先把图像拍稳定。
基于边缘、灰度、形状和模板特征快速锁定目标区域,适应偏移与轻微姿态变化。
围绕字符、尺寸、轮廓、位置关系和表面差异提取可判定信息,形成稳定判断依据。
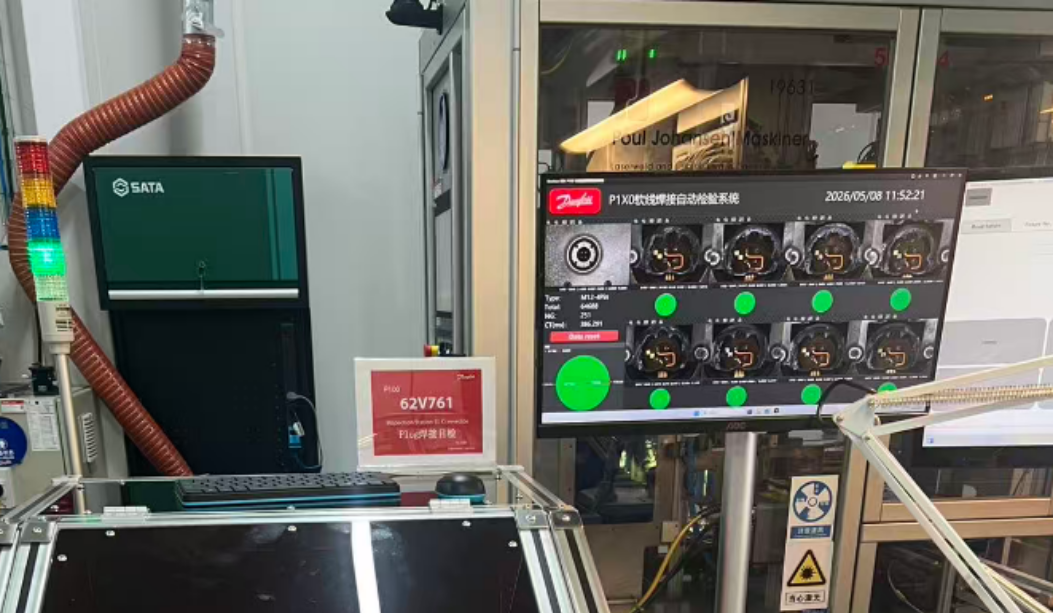
将 OK/NG、坐标、角度、计数或测量结果输出至 PLC、机器人和产线系统。
通过定位算法和匹配策略降低工件偏移、旋转与姿态差异带来的误判风险。
通过光源设计、曝光策略与图像优化减少环境光波动、反光和低对比度影响。
针对脏污、缺笔、纹理干扰和局部缺损等场景,持续优化 OCR 与缺陷判定稳定性。
成像、算法与控制逻辑统一设计,在节拍、精度与长期运行一致性之间取得平衡。
系统构成
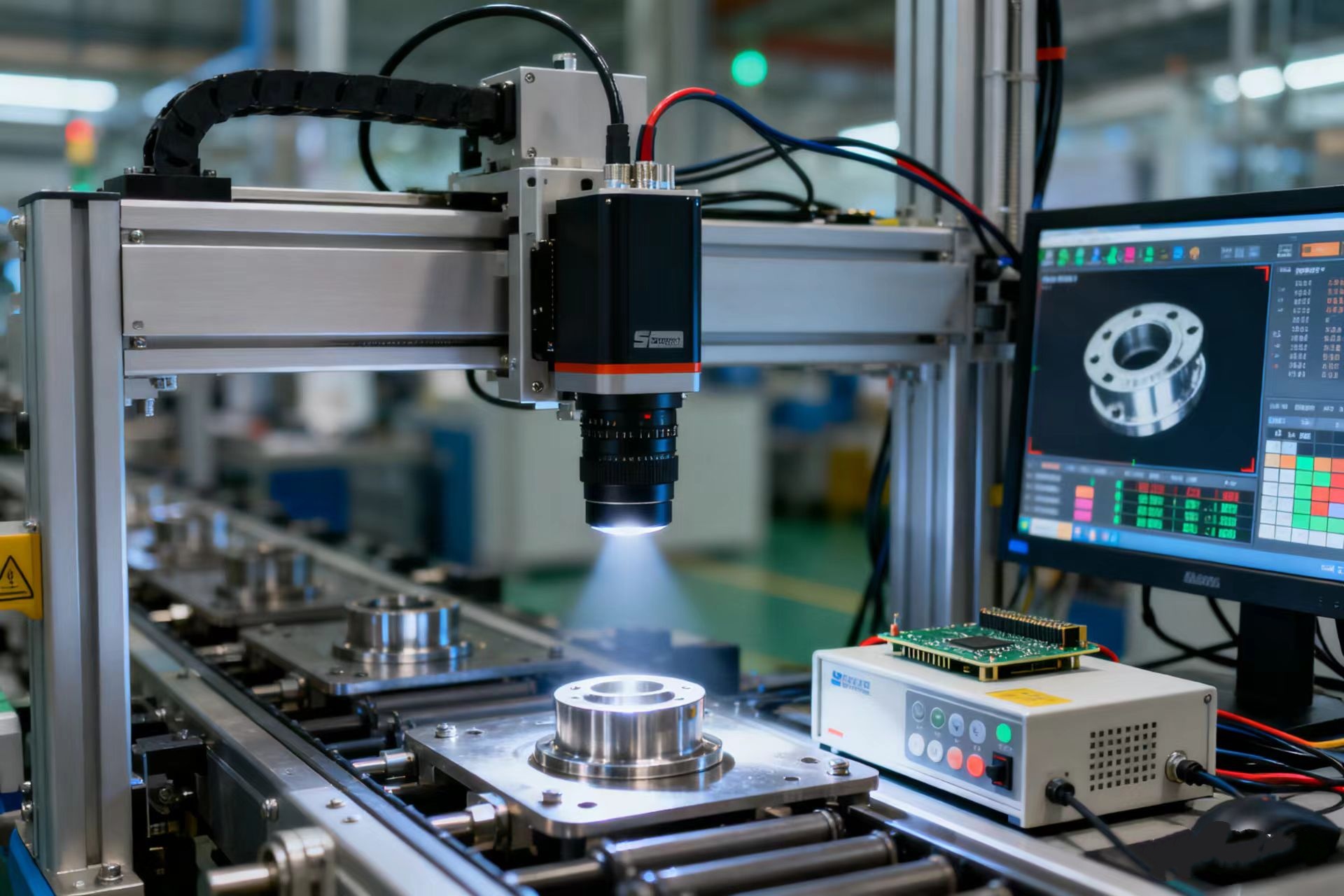
2D 视觉系统由相机、镜头、光源、软件和现场控制接口组成。 选型时要同时看视野、精度、安装距离、节拍和环境光。
成像、算法和控制接口
围绕视野、精度、安装空间、工作距离与节拍要求完成工业相机、镜头和光源配置。
覆盖定位、识别、测量、检测等算法,并根据现场样品调整参数。
支持与 PLC、机器人、MES 和产线设备对接,输出坐标、OK/NG、测量值或读码结果。
项目特点
视觉项目稳定性取决于成像、算法、节拍和现场接口匹配程度。
根据工艺条件、缺陷样本和检测目标调整参数,适配具体样品。
相机、镜头、光源和算法一起考虑,减少现场反复调试。
先做样件测试,再做工位验证、整机联调和现场培训。
可针对半导体、3C、汽车制造等现场的节拍、光照和工艺差异调整方案。
案例与视觉项目
项目案例
读码追溯、精密测量、Pin 针检测和包装检测的案例里, 可以看到样品边界、复检留图、剔除联动和现场接口这些实际问题。

项目案例
面向仓储物流与汽车内物流场景,通过动态通道门、静态通道门、整托拼图识别与异常复核机制, 将逐箱人工扫码升级为整托级自动读码和检收联动,并明确条码条件、补录流程和业务回传口径。